Orbital welding TIG (or GTAW) electrodes are made from tungsten material. Tungsten is chosen due to its high temperature resistance and electrical stability at elevated temperature. It has the highest melting point of any metal at 3,410 degrees Celsius making it suitable to carry TIG arc.
Recommended Amperage According to ISO 6848:2015 | |
Electrode Diameter | Welding Current DC |
1.0mm | 10 – 75A |
| 1.6mm | 45 – 150A |
| 2.0mm | 60 – 200A |
| 2.4mm | 75 – 220A |
| 3.2mm | 85 – 330A |
Selecting Tungsten Electrode Diameter
Electrode diameter commonly use in orbital welding is 1.0mm, 1.6mm, 2.0mm, 2.4mm. The right electrode diameter selection will depend on the welding current or the tube wall thickness to be welded as shown in next table.
Selecting Tungsten Electrode Material

Tungsten with 2% Thorium (Red Color)– 2% thoriated tungsten electrodes are the most commonly used in orbital welding. Thorium increases electron emission qualities of the electrode, higher current carrying capacity, improve arc start and eliminates arc wandering during welding. It also features a lower level of weld contamination than other tungsten. Major drawback of Thorium is its radioactive hazard. During electrode grinding, fume or dust containing thorium will be emitted and exposure to radioactivity will be higher.
Tungsten with 2% Cerium (Grey Color) – Cerium is relatively non-toxic to humans and no adverse health effects would be expected from exposure to cerium dust or fume. 2% ceriated tungsten electrodes perform best in orbital welding with current setting between 15 – 200Amps with excellent arc starts and arc stability. Ceriated electrodes is not recommended for high amperages above 200Amps due to excessive formation of cerium oxide at hot tip of the electrode.
How to Prepare Tungsten Electrode:
1. Use The Right Electrode Grinding Tools


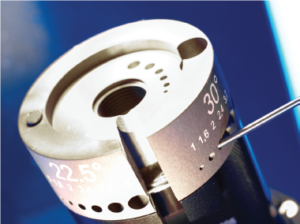
Use a Tungsten grinding tool specially designated for tungsten grinding to avoid contamination. Usually, the grinding wheel is coated with borazon or diamond abrasive material to resist tungsten’s hardness. Avoid using traditional aluminum oxide grinding wheel to avoid tungsten tip contamination. Safe work procedure shall be followed as electrode grinding generates excessive fumes and dust, especially thorium as it poses radioactive health hazard.
To make your tungsten preparation job easy, fast and safe, we recommend ESG+ electrode grinding tools from Orbitalum
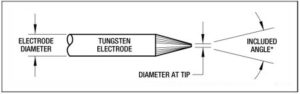
2. Preparing the Right Electrode Tip Geometry

In orbital welding, two common geometries for the electrode tip are “pointed” and “truncated”. Grinding the electrode to a conical shape eases the arc ignition and creates a more focused arc for better welding performance.
Choosing a proper geometry and the right grinding angle for the electrode is strategic to obtain the best performance. The right choice depends on the result you want to obtain.
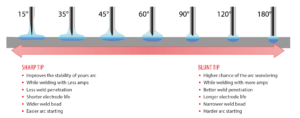
When welding with low current on thin wall tube materials (from 0.1 mm to 1.0 mm), it is recommended to grind the electrode end to a pointed tip. A pointed tip allows the welding current to transfer in a focused arc and helps prevent thin wall metal from becoming distorted.
For higher-current applications in heavier wall welding (1.2mm to 3.0mm), it is recommended to grind the electrode end to a truncated tip. First grind the tungsten to a conical shape, then grind a 0.2mm to 0.5mm (.010- to .020” ) flat land on the end of the tungsten. A truncated geometry prevents the high current to blow off the tip causing weld puddle contamination.
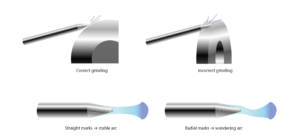
3. How to Grind Electrode
Grind the tungsten straight on the wheel versus at a 90-degree angle to ensure that the
grind marks run the length of the electrode. Doing so reduces the presence of ridges on the tungsten that could create arc wandering or melt into the weld puddle, causing contamination.
Generally, you will want to grind the taper on the tungsten to a distance of no more than 2.5 times the electrode diameter (for example, with a 1.6mm OD electrode you would grind a conical surface 4mm long).