
Orbital welding process requires inert gas as shielding and backing gas to avoid weld seam oxidation. Both are used to protect the molten steel pool at the external location & internal location of weld seam respectively from contacting with oxygen or other atmospheric impurities during the welding process. Usually, high purity tube welding procedure require an extensive pre-weld purging and post-weld purging of both the shielding and backing gas to ensure there is no weld oxidation will occur.
Type of Shielding Gas
Below is common type of shielding gases use for orbital welding of stainless steel tube & pipes.
- 100% Argon (most commonly used for high purity semiconductor and pharmaceutical piping))
- 75% Argon / 25% Helium
- 75% Helium / 25% Argon (higher % of helium can result in arc start issues; hottest gas)
- 100% Helium (difficult to start arc; higher arc voltage; very hot gas)
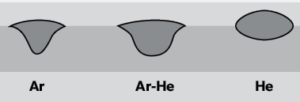
Figure 1: Influence on shielding gas properties on penetration profile. (Credit: TWI Ltd)
Use of different type of shielding gas will influence the weld procedures parameters such as weld current, weld speed, pulse width and pulse frequency. Different shielding gas will also influence the type of weld profile and the weld quality.
Backing Gas
There are many studies on the effects of backing gas purity on quality of welded joints produced from austenitic stainless steel by orbital TIG welding. Backing gas is important to protect molten weld pool at the root joint of the weld seam from oxygen exposure. Oxygen causes the formation of oxide layers and heavy tinting (discoloration) at the weld seam and surrounding heat affected area (HAZ). The presence of oxidized layer primarily decreases corrosion resistance of stainless steel when in contact of process media. Common backing gas is Argon with purity from 99.999% to 99.9999% depend on specific weld requirement. In semiconductor UHP tube welding, an even higher purity level is the usual requirement.
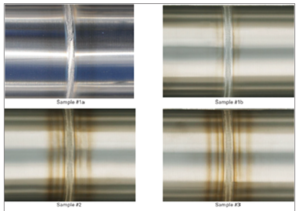
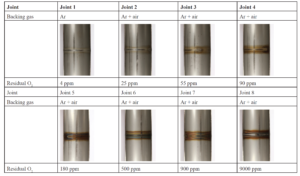
Higher the oxygen level in backing gas will result in heavier oxidation with darker color. Below are sample joints produced by orbital welding using of argon back-up gas with different level of oxygen.
To avoid oxidation, we recommend an oxygen monitoring device to monitor the oxygen level in the backing gas. It is best to use an O2 monitoring device which is capable to be integrated and inter-locked to an orbital welding system. The allows the welding system to monitor the backing gas O2 level during the welding cycle, and take the appropriate control response and action during the welding cycles.
Below is a diagram showing O2 monitoring integrated to an orbital welding system.
